Performance Evaluation of a Biomass Fuelled Cabinet Dryer
Famurewa J A V1
Adejumo P. O2
Adejumo A.O3
1,3Department of Food Science and Technology, Federal University of Technology, Akure , Nigeria. |
AbstractIn an attempt to reduce post harvest losses of agricultural produce to considerable level in rural areas in developing countries, a study was conducted to evaluate the performance of a developed biomass fuelled cabinet dryer. The effect of drying air temperature on unripe plantain sizes at 5, 10 and 15 mm dried in a thin-layer dryer was investigated within a temperature range of 50–70 °C at regular interval of 30 minutes until equilibrium moisture content were reached. The performance evaluations of the experimental biomass cabinet dryer were conducted for thermal efficiency of charcoal and sawdust fuels respectively. It was found that experimental curves of the plantain drying rate versus time showed that drying rate increased when hot air drying increased with time. Moisture transfer occurred during the falling rate period of drying. Moisture loss of the plantain slices at 5, 10 and 15 mm reached an equilibrium moisture content at 150, 180 and 240 minutes respectively when charcoal fuel was used. While moisture loss on the plantain slices at 5, 10 and 15 mm reached an equilibrium moisture content at 120, 240 and 270 minutes respectively when sawdust fuel was used. The maximum overall drying efficiency of the biomass fuel cabinet dryer when plantain slices were dried was calculated to be 89.67%. |
Licensed: |
|
Keywords: |
1. Introduction
In developing countries, biomass accounts for approximately 38% of the primary energy use among more than two billion consumers, many of whom have no access to modern energy services. In the food industry, large concentrations of biomass waste can be utilized for power and heat production thus, providing access to modern energy services [1] noted that biomass serves as a major source of energy in rural areas, used mainly for cooking food and constitutes almost over 90% of the total energy consumption. A wide range of biomass fuels such as wood, charcoal, wood waste (branches, roots, bark, sawdust) as well as other agricultural residues- maize cobs, coconut shells, cereal straws, rice husks, can be used as fuel for biomass gasification.
The decreasing availability of fuel like wood, coupled with the ever-rising prices of kerosene and cooking gas in Nigeria, has drawn attention to the need to consider alternative sources of energy for domestic and cottage level industrial use in the country [2]. Therefore, there is need for conserving energy and developing alternative energy requirement for drying agricultural materials. In most industrialized countries, the energy used in drying accounts for 7–15% of the nation’s industrial energy, often with relatively low thermal efficiencies ranging from 25% to 50% [3, 4].
Appropriate combustion properties of fuel materials are essential during drying, blanching and storage operation and are equally necessary in the design and analysis of the numerous machines and processes involving heat treatment [5]. Sun drying as a method of drying also suffers from a high labour requirement and excessive crop handling particularly in periods of inclement weather which result in high costs, crop damage and a loss in quality. The large initial and running costs of fossil fuel powered dryers presents barriers that are rarely adopted by small scale farmers.
However, taking into account low income of rural population in developing countries, the relatively high initial investments for solar dryers still remains a barrier to farmers [7]. In order to ensure continuous food supply to the growing population and enable the farmers to produce high quality marketable products, efficient and at the same time affordable drying methods are necessary. Hence, there is need for biomass fuelled drying equipment such as cabinet dryer in order to meet the challenges encountered by farmers and food processors during preservation of fruits and vegetables. The abundancy of simple and affordable combustion devices such as sawdust, kernel shell rice husk, charcoal etc which are the most common source of energy in rural areas of developing countries, can be fully harnessed by processors using appropriate drying techniques to produce a good quality dried products hence, improve shelf life, reduce packing costs, lower shipping weights, enhance appearance, encapsulate original flavor and maintain nutritional value.
2. Materials and Methods
Descriptions of the Experimental Design of the Dryer Performance Evaluation
Performance evaluation experiments were performed on the developed biomass fuelled cabinet dryer constructed at the Department of Agricultural Engineering, Federal University of Technology, Akure, Nigeria (See Plate 1). The biomass fuelled cabinet dryer is rectangular in shape (600 x 500 x 500 mm) constructed from steel sheet and angle iron frame of 1 by 1 inches. It consists mainly of three functional sub-systems namely: the drying chamber (fitted with analog temperature sensor), combustion chamber (designed with slit opening to regulate the rate of combustion), and chimney (through which the smoke escapes). The heating chamber has rectangular shape (500 x 500 x 200 mm3) and air supply by conventional air flow through five air inlets holes bored into the body of the dryer on each side. The walls of the drying chamber are insulated with 3 cm of fiber glass insulation to minimize heat losses.
The heating chamber is separated from the drying chamber by a metal plate through which absorbed heat from the heating chamber is transferred to the drying chamber, (500 x 500 x 400 mm3) by conduction. The drying chamber is constructed of mild steel plate and partitioned into two layers as shown in Plate 1.

Plate-1. Picture of a Biomass fuelled cabinet dryer during drying operation.
A clearance space of 70 × 140 mm2 at the bottom of the dryer leading directly to the combustion fuel-box was made for fresh air inlet to the burning fuels. The trays consist of 2 levels with 1 tray on each level. The effective dimension area of each tray was 0.198 m2. The bottom plate of the drying chamber was in contact with the top surface of the biomass burner/heat storage, and exhaust gas and smoke would not pass through the product to be dried. The heated air then goes up to the drying chamber where the product will be dried, the moisture from the food escapes through the exhaust pipes at the top roof of the dryer. The exhaust gas and smoke pass through the chimney pipe at the back of the dryer.
Experimental Setup
Samples of charcoal and sawdust were locally sourced and sundried adequately to reduce moisture content. Charcoal and sawdust were measured on a Salter scale model 250, (50 kg) each and loaded into the fuel compartment.
The weighed fuel (i.e. charcoal and sawdust) were introduced in turn into the heating chamber compartment and fired using gas lighter. Air supply to support combustion process is by natural convection by orienting the air inlet and outlet ducts in the direction of air flow.
The two air inlets at the opposite sides of the bottom of the combustion chamber were left open to allow movement of air currents to increase the rate of combustion. Heat transfer from the heating compartment to the drying chamber is by conduction and radiation. Convective heat transfer within the combustion chamber is minimal and has no significant practical effect on heat transfer, thus it is assumed negligible. The drying chamber was insulated with 30 mm fiber glass insulator to minimize heat losses. An analog temperature control device was fitted through the right side of the drying chamber as shown in the Plate 1 to monitor the drying temperature of the agricultural materials to be dried which are always ranging between 50- 70 0C.The thermometer is fixed in such a way that the housing has been provided to enhance the heat transfer from the hot air to the sensing element of the thermometer. The temperatures are control by two simple mechanisms viz: the two opposite slits opening at bottom of the combustion chamber which controls the primary air supply to the biomass burner chamber and through the two “open and close” moisture exhaust pipes at the top roof of the dryer. When the average temperature inside the dryer rises above the desired level, the air inlet opening at the combustible chamber will be closed so as not allow more air to aids the further combustion of the fuel. When the air flow to the combustion chamber is reduced, the amount of heat generated is also reduced, resulting to temperature drop in the drying chamber. When temperature drops to a set level, the two slit opening can be further open to allow more air flow to the combustion chamber for further combustion of the fuel. Also, the temperature could be controlled either by opening or closing the exhaust pipe at the top roof of the dryer. Using either of these temperature control devices, the inside temperature of hot air inside the drying chamber can be maintained within the drying temperature range of agricultural materials. Before starting the experiment, the dryer was heated to a desirable steady state temperature condition of 60 0C. Plantain sample of average weight of 200.0 g was loaded into the dryer and was being removed at regular intervals of 30 minutes until three consecutive weights were obtained indicating equilibrium moisture content.
Performance Evaluation Procedures
The performance evaluations of the experimental biomass cabinet dryer were conducted for thermal efficiency of charcoal and sawdust fuels and drying efficiency. Each fuel was evaluated based on heat flow by conduction and radiation with an assumption of negligible convective heat loss [6].
Conduction heat flow: Heat transferred from the furnace through the metal of the drying chamber by conduction is evaluated by heat flow equation given by Kirk and Holmes [7]:![]()
Where:
Qcond = Conduction heat flow (W m-2 K-1),
K = Thermal conductivity of material (steel = 54 W m-1 K-1),
A = Heating chamber surface area (m2),
T1-T2 = Drying chamber temperature difference at time interval t. (°C),
L = Distance between drying chambers.
![]()
Where:
QRad = Heat radiated in drying chamber (kW),
ε = Emissivity factor for material (metal plate=0.14-0.38)
σ = Boltzman’s constant (5.72*10-5) kW m–2 K,
ΔT = Temperature gradient in the chamber (K).
Drying Chamber Efficiency: This is measured as the rate of heat transfer from the combustion chamber to the drying chamber. The amount of heat reaching the drying chamber is that conducted by the metal plate from the combustion chamber, hence the efficiency of the system is the rate at which the heat conducted is released to the drying chamber by radiation [9]:
Dividing Equation1 by 2,
![]()
Combustion efficiency: Combustion efficiency is related to the sensible heat generated and the calorific value of 1 kg of fired agro material and it is represented and used in evaluation of furnace efficiency according to Rajvir et al [1] as
Combustion Efficiency = Sensible heat in drying chamber per kg of fuel fired x 100%
![]()
Where:
Q = Sensible heat flow (MJ),
NHV = Net Heating Value (MJ/kg),
M = Mass of fuel fired (kg).
Since,
![]()
Q = Sensible heat flow (MJ),
M = Average mean value of mass of plantain slices dried (kg).
CP = Specific heat capacity of water is 4.186 KJ/Kg
Δ T = Change in temp. 0C
3. Results and Discussion
The progressive decrease in weight of the samples (as a result of moisture loss) which is a function of the efficiency of the developed biomass fuelled cabinet dryer which were recorded at regular interval of 30 minutes until equilibrium moisture content were reached for plantain slices at 5, 10, and 15 mm thicknesses. The chart plot for percentage moisture loss (% dry basis) against drying time(minutes) described the of drying behaviour of unripe plantain at different slice thicknesses when the biomass cabinet dryer was fuelled with charcoal and sawdust fuel has shown in Figures 1 and 2 respectively.
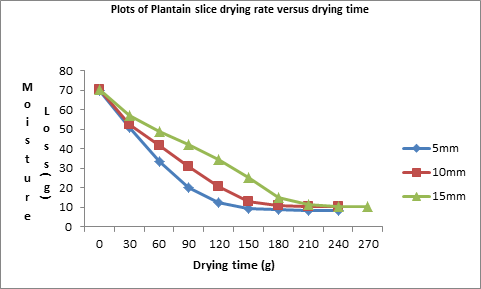
Figure-1. Graph pattern decreasing of moisture content of charcoal fuel dried plantain slices at 5, 10 and 15 mm thickness (50 – 70 0C).
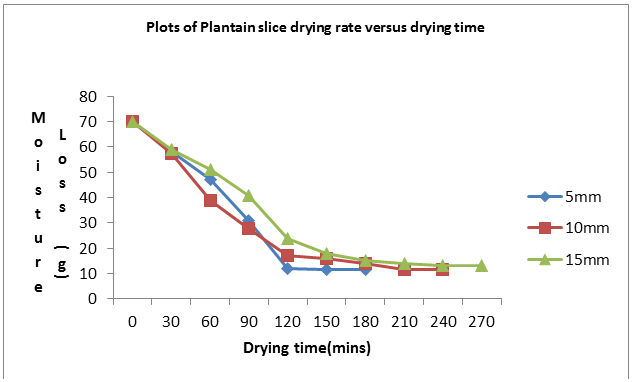
Figure-2. Graph pattern decreasing of moisture content of sawdust fuel dried plantain slices at 5, 10 and 15 mm thickness (50 – 70 0C).
Experimental curves of the plantain drying rate versus time showed that drying rate increased when hot air drying increased with time. Moisture transfer occurred majorly during the falling rate period of drying. Moisture loss of the plantain slices at 5 ,10 and 15 mm reached an equilibrium moisture content at 150, 180 and 240 minutes respectively when charcoal fuel was used.
Charcoal burns more rapidly than sawdust, hence heated up the drying chamber faster due to the passage of conventional airflow within the loosely packed materials in the combustion chamber. This was responsible for sharp moisture removal in plantain slices dried with charcoal compared to sawdust which shows slow moisture migration from the samples.
Moisture loss on the plantain slices at 5, 10 and 15 mm reached an equilibrium moisture content at 120, 240 and 270 minutes respectively when sawdust fuel was used. The efficiency of the dryer was higher when 5 mm thickness was dried. This was as a result of lower amount of moisture in the plantain samples compared to 10 and 15 mm thicknesses.
The rate of combustion of sawdust are generally very slow compared to charcoal and produce a smoke but reduces as the combustion of the fuel progresses. This might be as a result of closely packed nature of sawdust into fuel box during loading prior to combustion which leads to inadequate air needed for complete combustion. Presence of some bio-chemical constituents present in sawdust materials could have led to presence of smoke during gasification.
The overall drying efficiency of the biomass fuel cabinet dryer when plantain slices were dried at the lower tray was calculated to be 89.67%.
Figures 3, 4 and 5 show the thermal efficiencies of charcoal and sawdust fuels used during combustion to generate heated air for drying 5, 10 and 15 mm plantain slices respectively. The plot of time interval (minutes) versus values of thermal efficiencies (%) of charcoal and approximately average values of result calculated for sawdust (since fuel ratio 1: 2 of charcoal and sawdust was used respectively).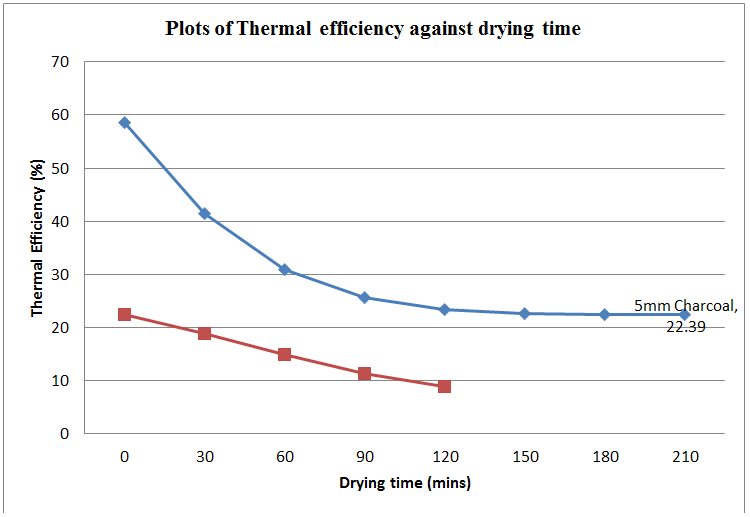
Figure-3. Thermal efficiency of charcoal and sawdust fuels when 5mm plantain slice was dried (50-700C).
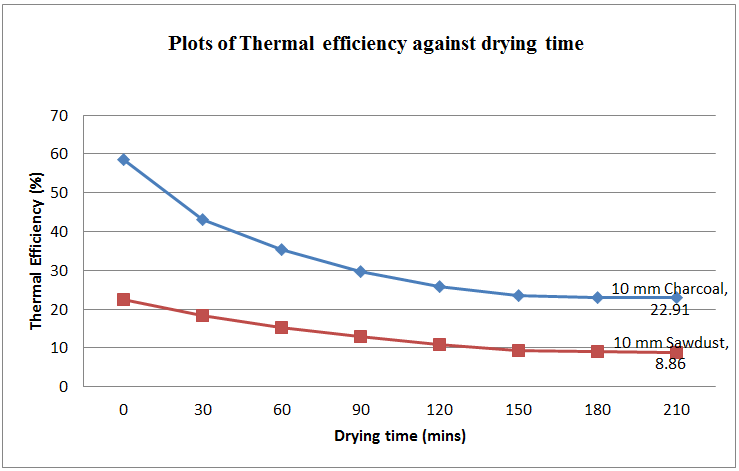
Figure-4. Thermal efficiency of charcoal and sawdust fuels when 10mm plantain slice was dried (50-700C).
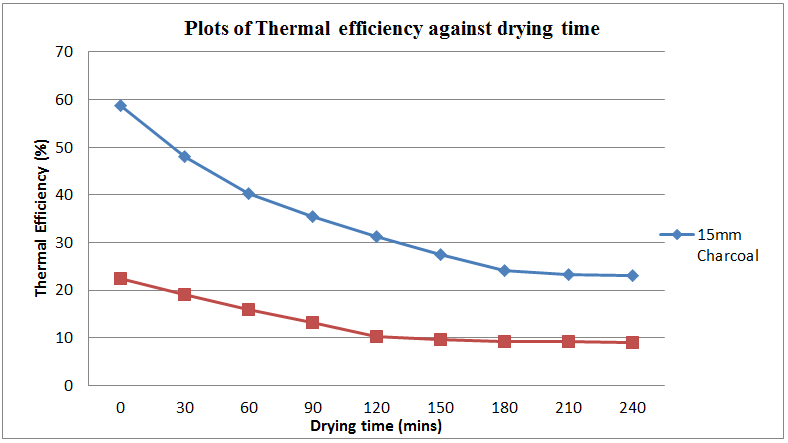
Figure-5. Thermal efficiency of charcoal and sawdust fuels when 15mm plantain slice was dried (50-700C).
In all the Figures shown above [2, 7, 8] charcoal had higher thermal efficiencies during the drying of 5, 10 and 15 mm thicknesses. There is a rapid decrease in thermal efficiency with increase response time interval for charcoal fuel but sawdust had lower initial thermal efficiencies but generate more heat after some interval of heating. As shown in Figure 3, there was an increase temperature response within short time which made plantain at 5 mm thickness reached equilibrium moisture content compared to 5 mm thickness dried with charcoal which showed longer drying time.
4. Conclusions
The gradual characteristics drying curve for plantain slices dried with charcoal fuel showed that moisture removal from the food was slower at initial time interval which burn more rapidly and hence heated up the drying chamber evenly for over a period of time until equilibrium moisture content was reached. From the food processor point of view, this dryer can be used for drying of food or agricultural materials that has moisture content of 60% and above without producing case hardening. Sawdust fuel showed that it took the drying chamber long time to be heated up for moisture removal. And when the drying chamber was heated up it was at elevated drying temperature which resulted in quick constant moisture equilibrium.
Charcoal had a higher thermal efficiency throughout the drying of the plantain slices and burn without smoke which made it suitable for indoor drying operations. Sawdust fuel produces lower heat thermal efficiency required for moisture removal from the plantain samples but showed an increase in heat as combustion process progresses. Sawdust produces smoke at initial process of fuel combustion but reduces as the combustion progresses during drying operations. Food materials with small particle size or flour can be dried successfully with sawdust fuel. Leafy vegetables can also be dried with sawdust fuel. Charcoal fuel can be employed to dry plantain slices, cassava chips, yam slices, tomato slices, okro slices etc
The overall drying efficiency of the biomass fuel cabinet dryer when plantain slices were dried at the lower tray was 89.67%. The developed dryer provided an environment with an optimum operating temperature meant for drying agricultural materials. This suggested that heat radiated can best be optimized when food materials are dried at the bottom tray of the drying chamber.
Drying foods using simple and affordable combustion devices such as sawdust and charcoal will provide common sources of energy in rural areas of developing countries for drying which consequently will reduce post harvest losses of agricultural materials.
References
[1] A. Mekonnen, "Rural household biomass fuel production and consumption in Ethiopia: A case study," Journal of Forest Economics, vol. 1, pp. 69-79, 1999.
[2] E. B. Lucas and R. Akinoso, "A solar device for crop drying and cooking," Proceedings of Intl Con of Agric. Engr, vol. 23, pp. 395-397, 2001.
[3] I. Dincer, "Moisture transfer analysis during drying of slab woods."Heat Mass Transfer, vol. 34, pp. 317–20, 1998.
[4] K. J. Chua, A. S. Mujumdar, M. N. A. Hawlader, S. K. Chou, and J. C. Ho, "Batch drying of banana pieces—effect of step wise change in drying air temperature on drying kinetics and product colour," Food Research International, vol. 34, pp. 721–31, 2001.
[5] R. B. Segun and T. A. Adegbulugbe, "Comparative study on utilization of charcoal, sawdust and rice husk in biomass furnace-dryer, agricultural engineering international," The CIGR Journal of Scientific Research and Development, vol. 7, pp. 1-8, 2010.
[6] S. Oloko and L. Agbetoye, "Development and performance evaluation of a melon depodding machine," Agricultural Engineering International: The CIGR Ejournal Manuscript, vol. 8, pp. 1-10, 2006.
[7] D. Kirk and A. W. Holmes, "The heating of food stuffs in a microwave oven," Journal of Food Technology, vol. 30, pp. 375-384, 1975.
[8] J. A. Duffie and W. A. Beckman, Solar engineering of thermal process, 2nd ed. New York: John Wiley, 1991.
[9] S. Rajvir, R. C. Maheshwari, and T. P. Ojha, "Development of husk fired furnace," Journal of Agricultural Engineering Research, vol. 25, pp. 109-120, 1980.